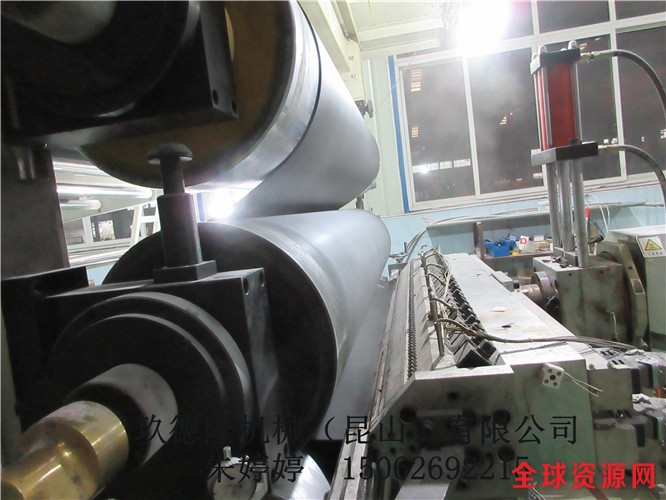

塑料片材挤出机
塑料片材挤出机 可以基本分类为双螺杆挤出机、单螺杆挤出机以及不多见的多螺杆挤出机以及无螺杆挤出机。
单螺杆挤出机原理单螺杆一般在有效长度上分为三段,按螺杆直径大小 螺距 螺深确定三段有效长度,一般按各占三分之一划分。
料口最后一道螺纹开始叫输送段:物料在此处要求不能塑化,但要预热、受压挤实,过去老挤出理论认为此处物料是松散体,后来通过证明此处物料实际是固体塞,就是说这里物料受挤压后是一固体象塞子一样,因此只要完成输送任务就是它的功能了。
第二段叫压缩段,此时螺槽体积由大逐渐变小,并且温度要达到物料塑化程度,此处产生压缩由输送段三,在这里压缩到一,这叫螺杆的压缩比--3﹕1,有的机器也有变化,完成塑化的物料进入到第三段。
第三段是计量段,此处物料保持塑化温度,只是象计量泵那样准确、定量输送熔体物料,以供给机头,此时温度不能低于塑化温度,一般略高点。
构成
编辑
塑料片材挤出机在挤出机中,一般情况下,最基本和最通用的是单螺杆挤出机。其主要包括:传动、加料装置、料筒、螺杆、机头和口模等六个部分。
传动部分
传动部分通常由电动机,减速箱和轴承等组成。在挤出的过程中,螺杆转速必须稳定,不能随着螺杆负荷的变化而变化,这样才能保持所得制品的质量均匀一致。但是在不同的场合下又要要求螺杆可以变速,以达到一台设备可以挤出不同塑料或不同制品的要求。因此,本部分一般采用交流整流子电动机、直流电动机等装置,以达到无级变速,一般螺杆转速为10~100转/分。
传动系统的作用是驱动螺杆,供给螺杆在挤出过程中所需要的力矩和转速,通常由电动机、减速器和轴承等组成。而在结构基本相同的前提下,减速机的制造成本大致与其外形尺寸及重量成正比。因为减速机的外形和重量大,意味着制造时消耗的材料多,另所使用的轴承也比较大,使制造成本增加。
同样螺杆直径的挤出机,高速高效的挤出机比常规的挤出机所消耗的能量多,电机功率加大一倍,减速机的机座号相应加大是必须的。但高的螺杆速度,意味着低的减速比。同样大小的减速机,低减速比的与大减速比的相比,齿轮模数增大,减速机承受负荷的能力也增大。因此减速机的体积重量的增大,不是与电机功率的增大成线性比例的。如果用挤出量做分母,除以减速机重量,高速高效的挤出机得数小,普通挤出机得数大。以单位产量计,高速高效挤出机的电机功率小及减速机重量小,意味着高速高效挤出机的单位产量机器制造成本比普通挤出机低。
聚烯烃无卤造粒机 http://www.zhutingting123.cn.wsmaoyi.com/
低烟无卤电缆料造粒机 http://zhutingting12.sbzj.com/
充电桩线低烟无卤料造粒机 http://www.zhutingting123.cp6616.com/
玖德隆机械(昆山)有限公司 http://www.jdlztt.com/
EVA汽车顶棚挤出机组 http://zhutingting.jdzj.com/
玖德隆机械(昆山)有限公司 http://zhutingting1.jdzj.com/
橡胶片材挤出机 http://zhutingting123.b2b.youboy.com/
PVC电缆料造粒机 http://zhutingting123.qqzssl.com/